
殘余應力測量儀在改進輪轂軸強化工藝中的應用
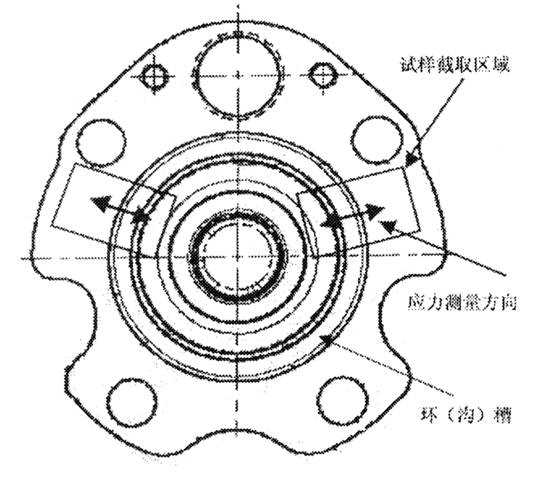
在轎車輪轂軸國產化時期,某車型的輪轂軸樣件彎曲疲勞試驗達不到理想壽命,所有失效處均在沿周圍的環槽處。對比德國零件的材料、力學性能及金相檢驗分析報告,二者之間不存在明顯的差別。
后對環槽處進行X射線殘余應力剝層分析,得到在距離表面3μm處為拉應力,殘余應力為+210Mpa左右,認為較高的拉應力使零件產生較早的失效。因此建議對輪轂軸的后加工過程進行優化,采用滾壓強化工藝,消除機械加工帶來的拉應力,并引進較大的殘余應力。
下表為多次改進加工工藝后輪轂軸的殘余應力測量值,可以看出,采用加工工藝1,因進刀過深會產生較大的拉應力,經滾壓后,零件表面殘余應力還是拉應力,而采用新機加工藝2后,零件表面殘余應力轉變為壓應力。經臺架實驗,采用新工藝的輪轂軸符合工藝要求。
樣件編號 | 說明 | 測量值1 | 測量值2 | 測量值3 | 平均 |
1 | 一次車加工 (工藝1) | +798 | +731 | +734 | +721 |
2 | +790 | +766 | +781 | +779 | |
3 | +716 | +720 | +735 | +724 | |
4 | 多次加工 車(工藝2) | +433 | +420 | +396 | +416 |
5 | +470 | +461 | +482 | +471 | |
6 | +347 | +330 | +343 | +340 | |
7 | 車后(工藝2)滾壓 | -552 | -534 | -558 | -548 |
8 | -600 | -622 | -628 | -617 | |
9 | -622 | -634 | -652 | -636 |
芬蘭Stresstech Oy公司生產的殘余應力測量儀可快速、輕松分析齒輪、軸承、軋輥、曲軸、凸輪軸、壓力容器管道以及其它一些零部件在熱處理、機加工、焊接、噴丸、滾壓等處理過程中產生的殘余應力。
殘余應力測量儀主要應用領域:航天、航空、船舶、兵器、電力、石油化工、鍋爐壓力容器、冶金、機械制造、核工業、石油、科研機構、大學等。
殘余應力測量儀特點
◆ 操作系統: Windows
◆ X射線的發生和控制
◆ 實時監控高壓系統
◆ 多種X射線曝光模式
◆ 可同時進行測量、計算和其它功能操作
◆ 多點d-sin²Ψ曝光模式,互相關法計算峰位移
◆ 豐富的材料數據庫
◆ 對無應力鐵粉測量誤差可控制到±6.9MPa以內
